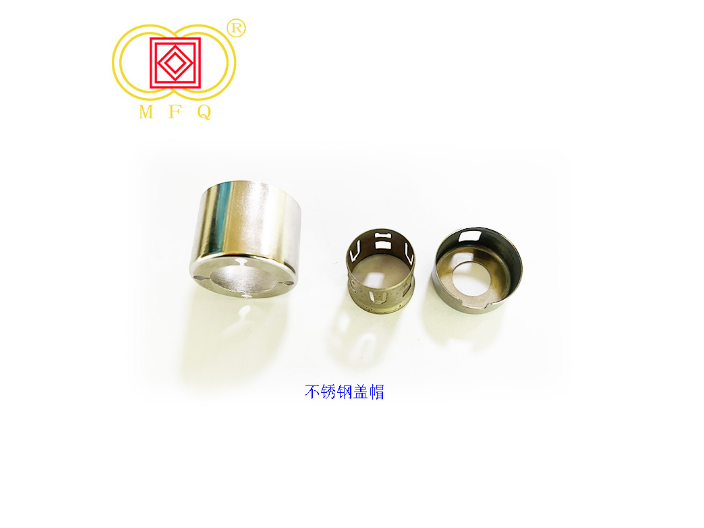
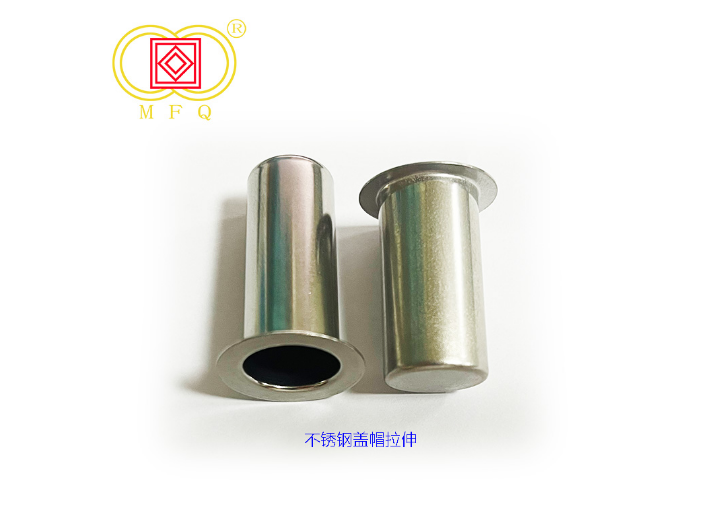
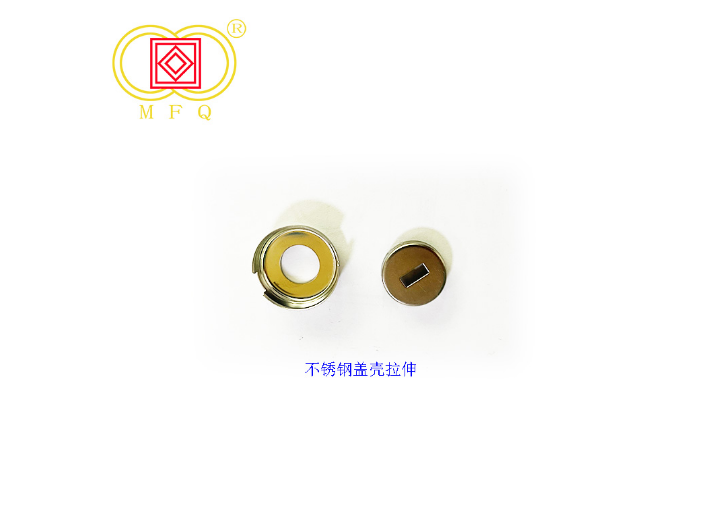
江西醫療健康不銹鋼拉伸
多次對拉伸件拉伸所起作用的到底是什么?1.多次拉伸在產(chǎn)品的生產(chǎn)過(guò)程中的提高了合格率,不容易產(chǎn)生廢品,因為多次拉伸的中間去應力,退火軟化。2.多次拉伸確保產(chǎn)品的精度,是的延伸系數和生產(chǎn)效率都得到了很大程度的提高。3.多次拉伸可以拉的更加均勻,減少產(chǎn)品的報廢率,因為很多一次成型是技術(shù)含量很高的。拉伸件拉伸模的加工特點(diǎn):1.凸模和凹模之間的間隙應保持一致。對于沒(méi)有導向設備的拉伸模,應放置一塊來(lái)調整沖頭和模具的正確設備方向;對于導向拉伸模,裝配時(shí)凸模和凹模之間的間隙應均勻。2.該材料在拉伸變形過(guò)程中具有良好的致密性和彈性變形,因此在沖頭和模具硬化前必須進(jìn)行試沖和修整,這種材料易于加工,耐磨性好。拉伸試驗模具合格后,根據試驗模具條件制造沖裁模具。3.對于沒(méi)有導向設備的拉伸模,需要放一塊來(lái)調整沖頭和模具的正確裝置方向;裝配導向拉伸模時(shí),凸模和凹模之間的間隙應均勻。4.拉伸模通常先制造。拉拔試驗模具合格后,根據試驗條件制作落料模具。設計時(shí)應充分考慮模具零件的可加工性和模具維護的方便性。5.拉伸模的加工質(zhì)量越來(lái)越受到人們的重視,因此通過(guò)改進(jìn)零件來(lái)提高拉伸模的質(zhì)量是一個(gè)重要因素。采用必要的潤滑,有利于拉伸工藝的順利進(jìn)行,改善壁面減薄。江西醫療健康不銹鋼拉伸
從各種五金沖壓模具的開(kāi)發(fā)和制造經(jīng)驗來(lái)看,光明不銹鋼拉伸件模具比較難處理,不銹鋼沖壓回彈的問(wèn)題有時(shí)也比較麻煩。目前還沒(méi)有準確可靠的回彈計算公式。沖壓材料的力學(xué)性能汽車(chē)上有不同強度的金屬沖壓件,從普通板材到高強度板材。不同的板材具有不同的屈服強度。板材的屈服強度越高,越容易回彈,尤其是DP系列雙相高強鋼。2、沖壓材料的厚度在成型過(guò)程中,板材的厚度對彎曲性能有很大的影響。隨著(zhù)板材厚度的增加,回彈現象會(huì )逐漸減少。這是因為隨著(zhù)板材厚度的增加,參與塑性變形的材料增加,彈性回復變形也增加。因此,減少了回彈。隨著(zhù)厚板零件材料強度水平的不斷提高,回彈引起的零件尺寸精度問(wèn)題也越來(lái)越嚴重。模具設計和后工序調試需要了解零件回彈的性質(zhì)和大小,以便采取相應的對策和補救方案。3、沖壓件的形狀和復雜程度不同形狀的零件具有非常不同的回彈。一般形狀復雜的零件在成型不到位時(shí)會(huì )進(jìn)一步成型,防止回彈,而一些異形零件更容易發(fā)生回彈,如U型零件。分析成形過(guò)程時(shí)必須考慮回彈補償。4、模具零件脫模板夾持力脫料板的壓邊力沖壓工藝是一項重要的工藝措施。通過(guò)不斷優(yōu)化壓邊力,可以調整材料的流動(dòng)方向,改善材料的內應力分布。江西醫療健康不銹鋼拉伸沖壓模具拉伸件產(chǎn)品質(zhì)量會(huì )出現哪些問(wèn)題呢?
在很多工場(chǎng)的實(shí)際運行過(guò)程中發(fā)現拉伸件的模具很容易會(huì )被拉傷,我們改如何去解決呢。就由我們拉伸件的小編來(lái)給大家講講相關(guān)知識。解決如上問(wèn)題我們應減小粘著(zhù)磨損,通過(guò)改變接觸副的性質(zhì)來(lái)達成。下面我們簡(jiǎn)單的做下分析。一、被成形工件的原材料方面,通過(guò)對原材料進(jìn)行表面處理,如對原材料進(jìn)行磷化、噴塑或其他表面處理,使被成形材料表面形成一層非金屬模層,可以減輕或消除工件的拉傷,這種方法往往成本較高,并需要添加另外的生產(chǎn)設備和增加生產(chǎn)工序,盡管這種方法有時(shí)有些效果,實(shí)際生產(chǎn)中應用卻很少。二、工件與模具之間,在模具與成形材料之間加一層PVC之類(lèi)的薄膜,有時(shí)也可以解決工件的拉傷問(wèn)題。對于生產(chǎn)線(xiàn)通過(guò)機構可以達到連續供給薄膜,而對于周期生產(chǎn)的沖壓設備,每生產(chǎn)一件工件需加一張薄膜,影響生產(chǎn)效率,此方法一般成本也很高,還會(huì )生產(chǎn)大量廢料,對于小批量的大型工件的生產(chǎn)采用此種方法是可取的。在一些成形負荷很小的場(chǎng)合,有時(shí)通過(guò)添加潤滑油或加EP添加劑的潤滑油就可以解決工件的拉傷問(wèn)題。三、模具方面通過(guò)改變模具凸、凹模材料或對模具凸、凹模進(jìn)行表面處理或者選用合適的模具材料,使被拉伸材料與凸、凹模這樣接觸性質(zhì)發(fā)生改變。
工業(yè)鋁型材拉伸操作規程及注意事項:給大家科普一下工業(yè)鋁型材拉伸操作規程及注意事項1、檢查油壓系統是否漏油,空氣壓力是否正常。2、檢查傳輸帶、冷床、儲料臺是否有破損和擦傷型材之處。3、拉伸前要確認型材的長(cháng)度,再預定拉伸率,確定拉伸長(cháng)度,即主夾頭移動(dòng)位置。4、根據型材的形狀確認夾持方法,大斷面空心型材,可塞入拉伸墊塊,但要盡量足夠的夾持面積。5、當型材冷卻至50℃以下時(shí),開(kāi)能拉伸型材。6、當型材同時(shí)存在彎曲和扭擰時(shí),應先矯正扭擰后拉彎曲。工業(yè)鋁型材、二根進(jìn)行試拉,確認預定拉伸率和夾持方法是否合適。目視彎曲、扭擰、檢查型材的平面間隙、擴口、并口,如不合適要適當調整拉伸率。8、正常拉伸率仍不能消除彎曲、扭擰或不能使幾何尺寸合格時(shí),上海工業(yè)鋁型材應通知操作手停止擠壓。9、冷卻臺上的型材不能互相摩擦、碰撞、重疊堆放、防止擦花。鋁型材工藝要求:1、型材冷卻溫度≤50℃。兩排料之間要有一定的距離,防止相互擦傷。2、拉伸時(shí)兩端的夾持方向要一致。尾夾頭夾好后,主夾頭才能拉伸。主夾頭卸壓后,鉗口打開(kāi)前、主夾頭不要回程。工業(yè)鋁型材拉伸注意事項:鉗口夾持型材時(shí),手不要握在被夾持的部位。使產(chǎn)品沿邊緣切線(xiàn)方向形成不均勻的褶皺,稱(chēng)為起皺。
數控加工表面粗糙度的影響因素都有哪些呢?數控加工表面粗糙度都由哪方面影響因素影響的呢?就由昆山屏蔽罩廠(chǎng)家帶大家來(lái)了解一下。數控加工表面幾何特性包括表面粗糙度、表面波度、表面加工紋理幾個(gè)方面。表面粗糙度是構成加工表面幾何特征的基本單元。用金屬切削刀具加工工件表面時(shí),表面粗糙度主要受幾何因素、物理因素和數控加工工藝因素三個(gè)方面的作用和影響。(1)幾何因素從幾何的角度考慮,刀具的形狀和幾何角度,特別是刀尖圓弧半徑、主偏角、副偏角和切削用量中的進(jìn)給量等對表面粗糙度有較大的影響。(2)物理因素從切削過(guò)程的物理實(shí)質(zhì)考慮,刀具的刃口圓角及后面的擠壓與摩擦使金屬材料發(fā)生塑性變形,嚴重惡化了表面粗糙度。在數控車(chē)床加工塑性材料而形成帶狀切屑時(shí),在前刀面上容易形成硬度很高的積屑瘤。它可以代替前刀面和切削刃進(jìn)行切削,使刀具的幾何角度、背吃刀量發(fā)生變化。積屑瘤的輪廓很不規則,因而使工件表面上出現深淺和寬窄都不斷變化的刀痕。有些積屑瘤嵌入工件表面,更增加了表面粗糙度。切削加工時(shí)的振動(dòng),使工件表面粗糙度參數值增大。(3)工藝因素從工藝的角度考慮其對五金零件加工表面粗糙度的影響。拉伸件拉伸的過(guò)程中主要會(huì )有這些問(wèn)題:起皺、開(kāi)裂、厚薄不均、表面劃傷、形狀扭曲、回彈等。江西醫療健康不銹鋼拉伸
在設計沖壓模具時(shí),可以在客戶(hù)的產(chǎn)品要求允許的情況下,盡量放大圓角,不要做得太尖。江西醫療健康不銹鋼拉伸
汽車(chē)拉伸件的選取注意事項(1)拉伸件的制作盡量選用規范模架,而規范模架的型式和規范就決議了上、下模座的型式和規范。若是需求自行規劃模座,則圓形模座的直徑應比凹模板直徑大30~70mm,矩形模座的長(cháng)度應比凹模板長(cháng)度大40~70mm,其寬度能夠略大或等于凹模板的寬度。模座的厚度可參照規范模座斷定,通常為凹模板厚度的,以確保有滿(mǎn)足的強度和剛度。關(guān)于大型非規范模座,還有必要依據實(shí)際需求,按鑄件技術(shù)性需求和鑄件布局規劃規范進(jìn)行規劃。(2)所選用或規劃的模座有必要與所選壓力機的作業(yè)臺和滑塊的有關(guān)尺度相適應,并進(jìn)行必要的校核。比方,下模座的小概括尺度,應比壓力機作業(yè)臺上漏料孔的尺度每邊至少要大40~50mm。(3)模座資料通常選用HT200、HT250,也可選用Q235、Q255布局鋼,關(guān)于大型精細模具的模座選用鑄鋼ZG35、ZG45。(4)模座的上、下外表的平行度應到達需求,平行度公役通常為4級。(5)上、下模座的導套、導柱裝置孔中間距有必要共同,精度通常需求在±;模座的導柱、導套裝置孔的軸線(xiàn)應與模座的上、下平面筆直,裝置滑動(dòng)式導柱和導套時(shí),筆直度公役通常為4級。(6)模座的上、下外表粗糙度為~μm,在確保平行度的前提下,可答應下降為μm。江西醫療健康不銹鋼拉伸
深圳市銘豐慶五金制品有限公司是一家生產(chǎn)型類(lèi)企業(yè),積極探索行業(yè)發(fā)展,努力實(shí)現產(chǎn)品創(chuàng )新。銘豐慶五金制品是一家有限責任公司企業(yè),一直“以人為本,服務(wù)于社會(huì )”的經(jīng)營(yíng)理念;“誠守信譽(yù),持續發(fā)展”的質(zhì)量方針。公司始終堅持客戶(hù)需求優(yōu)先的原則,致力于提供高質(zhì)量的五金沖壓,精密彈簧,精密五金模具,眼鏡配件。銘豐慶五金制品自成立以來(lái),一直堅持走正規化、專(zhuān)業(yè)化路線(xiàn),得到了廣大客戶(hù)及社會(huì )各界的普遍認可與大力支持。
本文來(lái)自泰州紅凡機電設備有限公司:http://www.lengfengwang.com/Article/46b5499899.html

杭州中聯(lián)支重輪哪家好
支重輪的主要結構有:輪體,支重輪軸,軸套,密封圈,端蓋等相關(guān)結構部件,支重輪可以分為單邊支重輪和雙邊支重輪這兩種。挖掘機使用支重輪一般會(huì )使用黑色油漆,而推土機支重輪一般會(huì )使用黃色油漆。推土機支重輪的作 。
芝麻黑石材的品種比較豐富,根據自身的形狀和特點(diǎn),鋪貼的環(huán)境和條件也會(huì )有所不同。可用于地面鋪裝和墻面鋪裝。如果芝麻黑吸水,石頭會(huì )產(chǎn)生很大的影響。水作為一種溶劑,會(huì )將可溶性物質(zhì)帶入芝麻黑的內部結構,造成污 。
上海杜斯生產(chǎn)的光催化反應儀在環(huán)保方面的應用(1)有機污染物的處理:光催化反應能分解多種環(huán)保上關(guān)注的有機物,還可消毒、脫色等。值得一提的是,光催化能將許多物質(zhì)降解得十分徹底,終產(chǎn)物除了C0和0外,初始污 。
干法造粒機工作原理:利用物料中的結晶水,直接將粉料制成顆粒的新設備,結構合理,性能穩定可靠,清洗維修方便。所制顆粒可壓片劑、作沖劑、灌膠囊等。主要用于制藥、食品、化工和其他行業(yè)造粒。特別適用于濕法無(wú)法 。
SPF狗是比較少用于實(shí)驗室的動(dòng)物,但其有著(zhù)與人類(lèi)更為接近的消化系統、呼吸系統、循環(huán)系統和皮膚。與其他實(shí)驗動(dòng)物相比,狗體內的藥代動(dòng)力學(xué)、代謝和吸收主要與人類(lèi)相似,因此其模型對生物學(xué)研究的質(zhì)量評估具有一定 。
東盈信息公司始終堅持“經(jīng)營(yíng)以信譽(yù)為本,工程以?xún)?yōu)良為勝,服務(wù)以周全為上”的經(jīng)營(yíng)理念,視工程質(zhì)量如生命,安全責任如泰山,致力于不斷提高客戶(hù)滿(mǎn)意度。全體東盈人團結一致,發(fā)揚“以客戶(hù)為中心,以?shī)^斗者為本,長(cháng)期 。
當然,這些形式上的內容在之前一直是很少有人關(guān)注,就算是環(huán)保局這些也很少主動(dòng)檢查這些污染企業(yè),可隨著(zhù)發(fā)展越來(lái)越快,對環(huán)境污染這一問(wèn)題看的越來(lái)越重,對環(huán)境凈化這個(gè)抓的也是越來(lái)越緊,不僅是主動(dòng)查,還要經(jīng)常查 。
智能化食堂承包的優(yōu)勢表現。1.節省人力資源,降低運營(yíng)成本:就餐人員自主點(diǎn)菜,自主結算,省去一些繁瑣的服務(wù)環(huán)節,后廚服務(wù)員不再需要為就餐人員點(diǎn)菜、送菜等服務(wù)工作,占用服務(wù)量明顯減少,效率提升。2.全新的 。
反滲透純水設備是把自來(lái)水通過(guò)RO過(guò)濾系統過(guò)濾一次,除鹽率一般為98.5%,出水的電導率在5us/cm-10us/cm之間,當然而了反滲透水設備產(chǎn)水水質(zhì)好壞不但取決于預處理的濾料而且還取決于進(jìn)水自來(lái)水電 。
至美齋燒雞是走朋訪(fǎng)友時(shí)的佳品,風(fēng)味獨特,遠近聞名,供不應求。"無(wú)雞不成宴,無(wú)魚(yú)不成席。"是句老話(huà)了。趕上節日或者聚會(huì ),桌子上幾乎都有一道"燒雞",又好吃,又寓意吉祥。大家為什么都喜歡吃雞,可能有很多的 。
小型、輕巧、拆裝、維修方便,還可在任何位置安裝,結構簡(jiǎn)單、緊湊、操作力矩小、90°回轉開(kāi)動(dòng)快、流量特性為直線(xiàn)、調節性能好。對熱水地面輻射供熱系統,各回路的調節閥門(mén)一般集中在分水器位置,每個(gè)房間設置自力 。